
خرید دستگاه پلاستیک بادی 4 لیتری و راه اندازی خط تولید محصولات پلاستیک بادی نیاز به دانش و تجربه کافی در زمینه شناخت ویژگی های ماشین آلات تزریق پلاستیک و بادی تزریقی دارد. شرکت دانش بنیان ماشین های پلاستیک بادی پارس سازنده و وارد کننده انواع دستگاه پلاستیک بادی از 4 لیتر تا 20 لیتر و تزریق پلاستیک با بهره گیری از کارشناسان خبره و دانش روز صنعت پلاستیک سازی آماده همکاری در جهت فروش و ارائه مشاوره به فعالان این حوزه می باشد.

مقدمه ای بر صنعت پلاستیک بادی :
صنعت پلاستیک بادی سه فرآیند اصلی ترموپلاستیک را پوشش می دهد: اکستروژن بلومولدینگ ، پلاستیک بادی کششی و اینجکشن بلومولدینگ (تزریقی بادی).
نمونههایی از قطعات و محصولاتی که با استفاده از قالبگیری بادی ایجاد میشوند عبارتند از: بطریهای آب، شامپو و سایر بطریهای کوچک، قطعات خودرو، صندلی و صندلی استادیوم، وسایل آبیاری، خنککننده ها یا هر نوع قطعه تو خالی دیگر.
پلاستیک بادی چیست :
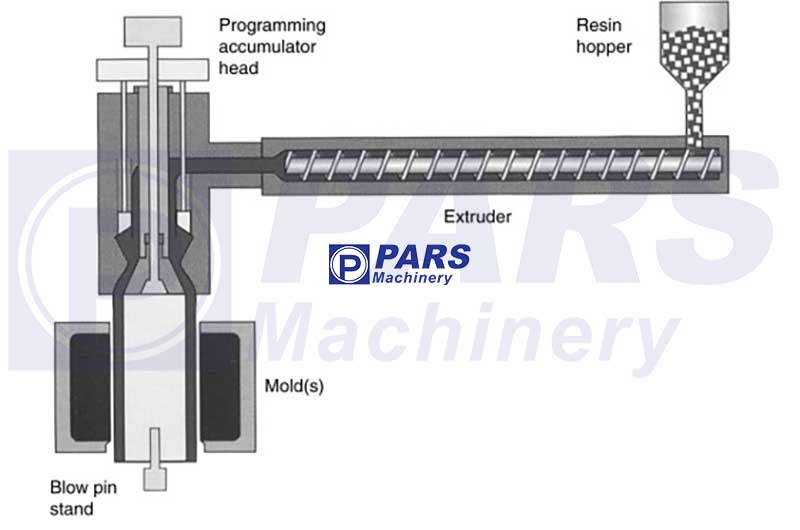
تشکیل یک جسم توخالی با باد کردن یا دمیدن یک لوله مذاب ترموپلاستیک به نام “پاریزون” به شکل حفره قالب است. این فرآیند شامل اکسترود کردن یا “افتادن” پاریزون است که نیمه های قالب روی آن بسته می شوند. نیمه های قالب ماده حاوی شکل محصولی است که باید تولید شود. دهانه پایینی پاریزون توسط نیمه های قالب ماده بسته شده بسته می شود. یک گاز تحت فشار، که معمولاً هوا است، به داخل پاریزون وارد میشود و پاریزون گرم شده را به طرف دیوارههای قالب هدایت می کند تا محصول را تشکیل دهد. شکل زیر یک شماتیک کلی از فرآیند است.
قسمت تشکیل شده همانطور که در شکل زیر نشان داده شده سرد می شود، متبلور می شود و در قالب خنک می شود تا زمانی که بتوان آن را از قالب دمنده خارج کرد و شکل دلخواه را بدون تاب برداشتن حفظ کرد.

دستگاه پلاستیک بادی 4 لیتری
پلاستیک بادی اکستروژن یا اکستروژن بلومولدینگ بزرگترین و گسترده ترین زمینه از این سه فرآیند است و پس از آن پلاستیک بادی کششی و پلاستیک بادی تزریقی قرار دارد. کل صنعت پلاستیک بادی تقریباً سالانه 3 تا 5 درصد رشد می کند و با این سرعت به رشد خود ادامه خواهد داد.
پلاستیک بادی اکستروژن گسترده ترین فرآیند در صنعتی پلی اتیلن HDPE است. “پلاستیک نیوز” تا سپتامبر 2008 گزارش داد که تولید HDPE ایالات متحده 12.8 میلیارد پوند بوده است. بازارهای پلاستیک بادی اکستروژن برای HDPE که با سرعت بیشتری نسبت به بازار بطری در حال رشد هستند، به طور کلی، برای مخازن نگهداری بزرگ، درام های 55 گالن، و مخازن سوخت خودرو هستند. تقریباً 40 درصد از HDPE تولید شده در بازار به روش پلاستیک بادی انجام می شود.

مهمترین عوامل در فرآیند تولید پلاستیک بادی :
استحکام در برابر ضربه (بطری ها و ظروف مختلف عمده ترین محصولات هستند و به مقاومت ضربه ای خوبی نیاز دارند)
تعادل بین استحکام و خواص جریان (برای خواص جریان خوب از PVC با وزن مولکولی کمتر استفاده می شود، بنابراین خواص استحکامی آن باید توسط اصلاح کننده ها بهبود یابد؛ جریان خوب با انتخاب مواد کمکی و روان کننده های داخلی و خارجی و نسبت آنها بهبود می یابد)
پایداری حرارتی (مواد در معرض دو فرآیند حرارتی تشکیل پاریزون و تشکیل محصول نهایی قرار میگیرد. به همین دلیل وجود دو گروه از مواد اولیه ضروری است: افزودنیهای رئولوژیکی (روانکنندهها و کمککنندههای فرآیند) و تثبیتکنندههای حرارتی. گروه اول باعث کاهش آسیب میشود. پلیمر با کاهش مقاومت برشی، گروه دوم باید تاثیر کاتالیزوری هیدروکلراید را به طور موثر کاهش دهد. تثبیت کننده های قلع به دلیل راندمان تثبیت کننده خود شناخته شده اند و پایداری طولانی مدت را بدون تاثیر کاتالیزوری محصولات واکنش خود ارائه می دهند. به همین دلیل اغلب برای این فرآیند انتخاب می شوند.

مشکلات فرآیند پلاستیک بادی و روش های رفع آن :
بسیاری از مشکلات در تولید محصولات نهایی با استفاده از روش پلاستیک بادی با انتخاب مناسب پارامترهایی که ماشین آلات تحت آن کار می کنند کنترل می شود، اما برخی از آنها را نیز می توان با تغییر فرمول اصلاح کرد، به عنوان مثال:
بسته شدن پاریزون (قدرت مذاب خیلی کم، دمای مذاب خیلی بالا، ویژگی های تورم رزین)
چسبیدن پلیمر به میله های هسته (روغن کاری ناکافی)
چسبیدن پلیمر به قالب پاریزون (روغن کاری ناکافی)
تغییر در ضخامت دیواره محصول (استفاده از موادی که شاخص ذوب کمتری دارند)
چشم ماهی یا حباب (رطوبت رزین بالا یا کیفیت پایین رزین یا نا خالصی)
رگه های سیاه (تخریب بیش از حد حرارتی یا آلودگی مواد)
تغییر رنگ (تخریب بیش از حد حرارتی)
تاب خوردگی (قدرت ذوب)
تغییر در رنگ، استحکام، یا ظاهر (درصد یا کیفیت دوباره آسیاب کردن)
تولید کم (مشکلات انتخاب روانکار)

اولین مرحله در فرآیند تزریقی بادی، تخمین طول پاریزون مورد نیاز است. طول قالب و فاصله باید از سطح سنبه تا بالای قالب اندازه گیری شود. سپس، طول پاریزون اضافی باید در زیر قالب مورد نیاز برای پیش گیره، پایه دمنده، و پخش کننده پاریزون اندازه گیری شود. این فرآیند بستگی به آنچه برای تولید یک قطعه خوب لازم است دارد. در انتها، layflat ابزارآلات سر پاریزون به اندازه مناسب باید تعیین شود.

جرم قطعه نهایی باید اندازه گیری شود و ضخامت دیوار باید در مناطق بحرانی اندازه گیری شود. پارامترهای فرآیند از جمله دما و فشار را تنظیم کنید تا ضخامت دیواره و جرم قطعه را ثابتتر کنید. مطمئن شوید که پاریزون در یک خط مستقیم پایین می آید و در هنگام اکسترود شدن جابجا نمی شود.
فضایی که بین قسمت پایین صفحه هد و بالای قالب لازم است باید مشخص شود. قسمتهای گرد میتوانند به صفحه ابزار به بالای قالب نزدیکتر شوند. این مقدار فلاش یا پرت بالا و پایین را به حداقل می رساند. اما پنل ها و قالب های مسطح با ارتفاع بسته (ضخامت) کوچک باید به دلیل زوایای قوس دهی به سمت هد یا دورتر از هد باشند. ممکن است برای “بالون کردن” قطر پاریسون به یک واحد پیشگیرنده نیاز باشد.
پاریزون باید به اندازهای بلند باشد که به میلههای گیرهای اجازه دهد تا کف پاریسون را ببندند و قالب را پاک کنند. پین های پخش کننده پاریسون یا پین ضربه ای ممکن است برای حرکت بهتر برای گردن های افست مورد نیاز باشد. هنگامی که پاریزون از پریزن پیشگیرانه استفاده می کند، ممکن است نیاز باشد زمان بسته شدن پرس کاهش یابد تا پریسون باد شده در قسمت های کشش عمیق قالب قرار گیرد.
برای تعیین مقدار فلاش در بالا، پایین و کنارههای قطعات، میتوان جرم پاریسون را تخمین زد. هنگامی که جرم و طول پاریسون برای سه یا چهار عکس کامل شد، برنامهریزی پروفایل میتواند قسمتهای نازک و ضخیم پاریسون و قسمت را شروع کند. این میتواند برای تعیین اینکه میتوان به صورت دستی با سرعت و مراحل نمایه مناسب برای تعیین تنظیمات برای عملکرد خودکار پاکسازی شود، مفید باشد.
برخی از واحدهای برنامه نویسی پاریزون می توانند یک سنبله (نقطه شماره گذاری شده ضخیم پاریزون) را در یک ناحیه معین قرار دهند که ممکن است خیلی ضخیم یا نازک باشد. این به ما امکان می دهد مکان و نقطه شماره گذاری نمایه صحیح را برای تغییر تعیین کنیم.
نتیجه گیری :
پلاستیک بادی (BM) فرآیندی برای تبدیل ترموپلاستیک ها (TPs) به اجسام توخالی با اشکال ساده تا پیچیده و بسیار پیچیده است. این فرآیند به ویژه با هدف تلفیق هر چه بیشتر عملکرد در یک محصول منفرد سازگار است. مانند قالبگیری تزریقی، این فرآیند ماهیت ناپیوسته یا دستهای دارد و شامل یک سری عملیات است که در تولید قالب به اوج خود میرسد. سه فرآیند اساسی در شکل زیر نشان داده شده است. BM یک فرآیند بسیار توسعه یافته با اشکال مختلف است.
خط تولید دستگاه پلاستیک بادی 4 لیتری
شرکت تخصصی ماشین های پلاستیک بادی پارس توانایی راه اندازی خط کامل تولید محصولات تزریقی بادی مانند خط تولید دبه ماست ، خط تولید دبه سرکه و ترشی ، خط تولید دبه خیارشور ، خط تولید گالن ، خط تولید ۴ لیتری و خط تولید ۲۰ لیتری را دارد. همچنین کارشناسان و متخصصان ما در شرکت دانش بنیان ماشین های پلاستیک بادی پارس آمادگی دارند تا راهنمایی ها و مشاوره های لازم جهت راه اندازی خط تولید محصولات تزریق پلاستیک بادی را به شما عزیزان ارائه دهند.

خرید دستگاه پلاستیک بادی 4 لیتری
شرکت دانش بنیان ماشین های پلاستیک بادی پارس سازنده بهترین دستگاه پلاستیک بادی و ماشین پلاستیک بادی اکستروژن در ابعاد و اندازه های مختلف با قیمت مقرون به صرفه و کیفیت تضمین شده می باشد.
شرکت ماشین سازی پارس فعال در زمینه خرید و فروش انواع دستگاه پلاستیک بادی ، تزریقی بادی و تزریق پلاستیک در ابعاد و اندازه های مختلف با قیمت مناسب و تکنولوژی به روز دنیا.
برای اطلاع از قیمت دستگاه پلاستیک بادی ۴ لیتری ، قیمت دستگاه پلاستیک بادی ۲۰ لیتری ، قیمت دستگاه پلاستیک بادی تمام اتوماتیک با ما در ارتباط باشید.
از جمله پر کاربرد ترین دستگاه های پلاستیک بادی اکستروژن ساخت شرکت ماشین های پلاستیک بادی پارس می توان به موارد زیر اشاره کرد:
دستگاه پلاستیک بادی کوچک از حجم ۱۰ میلی لیتر تا ۱ لیتر
ماشین پلاستیک بادی تولید بطری ۱ لیتری و ۱.۵ لیتری
دستگاه پلاستیک بادی ۴ لیتری
ماشین پلاستیک بادی تولید گالن
دستگاه پلاستیک بادی تولید دبه
ماشین پلاستیک بادی تولید بشکه
دستگاه بادی پلاستیک تولید مخزن آب
ماشین پلاستیک بادی تولید ۲۰ لیتری
دستگاه پلاستیک بادی چند لایه
ماشین پلاستیک بادی تک استیشن
دستگاه پلاستیک بادی دو استیشن
دستگاه پلاستیک بادی تمام اتوماتیک
خرید دستگاه پلاستیک بادی 4 لیتری
خرید ماشین پلاستیک بادی 10 لیتری
خرید دستگاه پلاستیک بادی 20 لیتزی
خرید دستگاه بادی پلاستیک با پرت کن اتوماتیک
خرید ماشین آلات پلاستیک بادی

خرید دستگاه پلاستیک بادی که مناسب با فعالیت مدنظر شما باشد اولین و مهمترین مرحله از راه اندازی خط تولید پلاستیک بادی است.
با توجه به هزینه نسبتا بالای سرمایه گذاری و خرید ماشین آلات پلاستیک بادی جمع آوری اطلاعات کافی و بهره بردن از مشاوره مشاوران و کارشناسان متخصص در این حوزه مهمترین اقدام در راه احداث کارگاه و کارخانه تولید محصولات پلاستیکی می باشد.
کارشناسان ما در شرکت دانش بنیان ماشین های پلاستیک بادی پارس با پشتوانه تخصص و تجربه چندین دهه فعالیت در زمینه ماشین آلات بادی تزریقی اکستروژن و تزریق پلاستیک آماده ارائه مشاوره های فنی در زمینه انتخاب و خرید دستگاه های بادی پلاستیک و تزریقی بادی می باشند.
شرکت ماشین های پلاستیک بادی پارس تولید کننده و وارد کننده بهترین دستگاه های بادی تزریقی از 5 میلی لیتر تا 200 میلی لیتر می باشد.
همچنین در زمینه ساخت ماشین آلات اکستروژن نیز شرکت پارس دستگاه های پلاستیک بادی 1 لیتری ، 4 لیتری ، 10 لیتری ، 20 لیتری ، دستگاه های تولید بشکه های 200 لیتری و بالاتر را به مشتریان خود که عموما واحدهای صنعتی بزرگ هستند ارائه می دهد.
قیمت دستگاه پلاستیک بادی 4 لیتری
این ماشین ها بنا به نیاز مشتری می توانند از قابلیت های بسیار متنوعی برخوردار باشند. بر همین اساس توصیه می کنیم برای اخذ مشاوره فنی و استعلام قیمت، بر روی لینک تماس با ما کلیک نموده و با کارشناسان فروش شرکت تماس حاصل نمایید. و یا با مراجعه به صفحه ثبت سفارش اطلاعات خواسته شده را وارد کنید تا در اولین فرصت با شما تماس حاصل شود.
قیمت دستگاه تولید دبه پلاستیکی
قیمت دستگاه تزریق بادی 20 لیتری
قیمت دستگاه دبه سازی
قیمت دستگاه تولید دبه خیارشور
قیمت دستگاه بادی پلاستیک
قیمت دستگاه پلاستیک بادی چینی
قیمت دستگاه بادکن پت
قیمت دستگاه تزریق پلاستیک بادی دست دوم
برای مشاهده ویدیوی نحوه عملکرد و مکانیزم دستگاه پلاستیک بادی روی لینک زیر کلیک کنید:
مشاهده ویدیوی نحوه عملکرد دستگاه پلاستیک بادی
“برای مشاهده انواع دستگاه های تزریق پلاستیک (اینجکشن مولدینگ) و دستگاه های پلاستیک بادی (اینجکشن بلومولدینگ) روی لینک مربوطه کلیک کنید و جهت اخذ مشاوره خرید و ثبت سفارش از طریق راه های تماس با ما در ارتباط باشید.”







8 پاسخ
بسیار عالی
سپاس
برای خرید دستگاه بادی راهنمایی میخواهم
با درود لطفا برای کسب مشاوره رایگان از کارشناسان ما از طریق واتساپ به شماره 09001578367 پیام دهید با سپاس
بهترینید♥
سپاسگزارم
درود دستگاه مناسب برای تولید دبه 2 لیتری دارید؟
درود بر شما بله لطفا برای اخذ مشاره به شماره 09001578367 در واتساپ پیام دهید