

این مقاله اطلاعات جامعی در مورد فرآیند پلاستیک بادی، بهترین دستگاه پلاستیک بادی و مواد اولیه آن ارائه می دهد. برای کسب اطلاعات بیشتر در ادامه با این مقاله از سایت ماشین های پلاستیک بادی پارس همراه باشید.
- بررسی کلی پلاستیک بادی
- تاریخچه قالب گیری بادی
- فرآیند های پلاستیک بادی
- و بسیاری موارد دیگر…
پلاستیک بادی چیست
پلاستیک بادی یا بلومولدینگ نوعی فرآیند شکل دهی پلاستیک برای ایجاد محصولات پلاستیکی تو خالی ساخته شده از مواد ترموپلاستیک است. این فرآیند شامل گرم کردن و باد کردن یک لوله پلاستیکی معروف به پاریزون یا پریفرم است.
پاریزون بین دو قالب قرار می گیرد که حاوی شکل دلخواه محصول است. سپس هوا برای انبساط لوله درون قالب دمیده می شود که باعث نازک شدن دیواره ها و مطابقت با شکل قالب می شود. هنگامی که فرآیند باد کردن کامل شد، محصول خنک شده و خارج می شود و سپس قسمت های اضافی بریده شده و برای فرآیندهای ثانویه آماده می شود.
بطری سازی و بسته بندی کاربردهای اصلی صنعت قالب گیری بادی هستند که حدود 49 درصد از سهم بازار جهانی پلاستیک بادی را شامل میشود. به دنبال آن ساختمان و ساخت و ساز، محصولات مصرفی و صنایع حمل و نقل قرار می گیرند. سهم بازار جهانی تزریق پلاستیک بادی در سال 2019 حدود 78 میلیارد دلار برآورد شد و انتظار میرود که از سال 2020 تا 2027 سالانه 2.8 درصد رشد کند. مواد خام معمول مورد استفاده پلی اتیلن (PE)، پلی اتیلن ترفتالات (PET) و پلی پروپیلن (PP) هستند.

تاریخچه صنعت پلاستیک بادی
پلاستیک بادی از فرآیند باستانی دمیدن شیشه نشات گرفته است. هم شیشه و هم پلاستیک در حالت مذاب می توانند به راحتی با وارد کردن مقدار کمی هوا در داخل مواد مذاب تشکیل شوند. اولین فرآیند قالب گیری تزریقی برای شیشه که به نام دمش آزاد شناخته می شود، در حدود قرن اول قبل از میلاد ایجاد شد. دمیدن قالب شیشه ای بعداً به عنوان یک فرآیند جایگزین توسعه یافت که در حدود قرن اول پس از میلاد به وجود آمد.
اولین ماده قالب گیری بادی که به غیر از شیشه استفاده شد، لاستیک طبیعی بود. این فرآیند توسط ساموئل آرمسترانگ در سال 1850 ثبت شد. پیشرفت بزرگ بعدی در حدود دهه 1930 با توسعه اولین دستگاه پلاستیک بادی توسط Plax Corporation رخ داد. در این فرآیند از استات سلولز به عنوان ماده خام استفاده می شود. در سال 1939، پلی اتیلن کم چگالی (LDPE) توسط Imperial Chemical Industries از انگلستان معرفی شد. LDPE برای تزریق پلاستیک بادی مناسب تر بود که پس از آن راه برای توسعه بیشتر فرآیند قالب گیری بادی هموار شد. در دهه 1950، تجاری سازی انواع دستگاه پلاستیک بادی تکمیل شد و این صنعت به طور تصاعدی رشد کرد.
فرآیند پلاستیک بادی
در این بخش فرآیند کلی قالب گیری بادی را مورد بحث قرار می دهیم. پلاستیک بادی یک فرآیند نسبتاً ساده است که شامل ذوب، همگن کردن، اکسترود کردن، قالبگیری (دمیدن)، خنکسازی و بیرون آوردن میشود. کارخانه های تولیدی مختلف می توانند از فرآیندهای اضافی مانند چرخه های خنک کننده یا گرمایش اضافی و ترکیب مواد افزودنی و رنگ ها استفاده کنند. این فرآیندهای اضافی به طراحی و کاربرد مورد نظر محصول نهایی بستگی دارد.

تغذیه یا شارژ رزین پلاستیک: اولین مرحله در فرآیند پلاستیک بادی، تغذیه پلاستیک است. این کار با انتقال گلوله های پلاستیکی به داخل قیف اکسترودر انجام می شود. پمپ های خلاء گلوله ها را از کیسه های بزرگ یا ظروف حجیم می کشند و به سیلوها یا قیف های مواد خام منتقل می کنند. یک فیدر چرخشی در پایین سیلو میزان تغذیه به پلاستیفایر یا اکسترودر را کنترل می کند. سپس از هوای فشرده برای انتقال گلوله های ذخیره شده به قیف اکسترودر استفاده می شود. در سیستمهای دیگر، گلولههای پلاستیکی از کیسههای بزرگ یا سطلها را میتوان بدون نیاز به سیستم هوای انتقال مجزا، مستقیماً به قیف اکسترودر منتقل کرد.

پلاستیک سازی یا ذوب: هنگامی که رزین پلاستیک وارد دستگاه اکستروژن می شود و از آن عبور می کند، با ورز دادن و حرارت دادن مداوم ذوب می شود. عناصر گرمایش الکتریکی یا نوارهای گرمایش در اطراف بشکه اکسترودر پیچیده می شوند تا گرما را برای ذوب پلیمر فراهم کنند. پیچ اکسترودر دارای بخش های مختلفی است که هدف خاصی را انجام می دهد. تغذیه، فشرده سازی و اندازه گیری از جمله فزآیندهای اسکرو هستند. پیچ اکسترودر به گونه ای طراحی شده است که برش و فشرده سازی کافی برای همگن سازی و اکسترود کردن پلاستیک ایجاد کند.
پاریزون اکستروژن یا تزریق پریفرم: این فرآیند آماده سازی پاریزون یا پریفرم برای باد کردن است. این کار با اکسترود کردن پلاستیک از طریق اکستروژن آزاد یا تزریق در قالب پیش فرم انجام میشود. فرآیندهای مختلف در تولید پریفرم به تفصیل در این بخش مورد بحث قرار خواهد گرفت.
آب بندی یا کلمپینگ: آب بندی یا کلمپینگ شامل قالبی است که پریفرم را می گیرد. انتهای پاریزون (پلاستیک بادی اکستروژن) به جز یک سوراخ، معمولاً دهانه ظرف، که هوای فشرده در آن تزریق میشود، مهر و موم میشود.
باد کردن: این مرحله جایی است که پلاستیک شکل قالب خود را به خود می گیرد. هوای فشرده به داخل پریفرم وارد می شود. این کار پریفرم را باد می کند تا زمانی که مطابق با مشخصات قالب، قالب گیری شود.
خنک سازی و خروج: مرحله بعدی فرآیند خنک سازی است. به طور معمول، هنگامی که پلاستیک قالب را لمس می کند، با سرعت از پیش تعریف شده خنک می شود که باعث تثبیت ابعاد محصول می شود. پس از خنک شدن، قالب باز شده و محصول را خارج می کند.
پرت کن: فلاشینگ به طور کلی در پلاستیک بادی اکستروژن مشهود است. اکثر دستگاه های پلاستیک بادی دارای پرت کن اتوماتیک هستند زیرا قالبها روی پریفرم را میبندند. اما در برخی موارد، فلاش در قسمت های بالا و پایین محصول وجود دارد، به خصوص در دهانه ای که هوای فشرده تزریق می شود. این مواد اضافی توسط یک تیغه چرخان بریده می شود. برای به حداقل رساندن ضایعات، برخی از سیستم ها مواد اضافی را جمع آوری می کنند، آنها را آسیاب می کنند و دوباره به ماشین اکستروژن می رسانند.
تست نشت: این روش معمول کنترل کیفیت است که در ساخت بطری ها یا مواد بسته بندی استفاده می شود. در این مرحله یا خلاء یا فشرده سازی در داخل ظرف ایجاد می شود. سپس دستگاه با نظارت بر فشار، ورود یا خروج هوا از ظرف را بررسی می کند. اگر نشتی احساس شود، محصول رد می شود و دوباره به سیستم بازگردانده می شود.
سایر فرآیندهای ثانویه و بسته بندی: فرآیندهای ثانویه شامل برچسب زدن، علامت گذاری و چاپ است. پس از تکمیل فرآیندهای ثانویه، محصولات بسته بندی شده و بین تولید کنندگان یا مصرف کنندگان نهایی توزیع می شود.
انواع دستگاه های پلاستیک بادی
ماشین های پلاستیک بادی به دو نوع اصلی تقسیم می شوند: دستگاه پلاستیک بادی اکستروژن یا اکستروژن بلومولدینگ و دستگاه تزریق بادی پلاستیک یا اینجکشن بلومولدینگ
بهترین دستگاه پلاستیک بادی بر اساس روش تولید پریفرم یا پاریزون متفاوت هستند. پریفرم اصطلاح کلی تری است که برای توصیف لوله پلاستیکی گرم شده استفاده می شود در حالی که پاریزون معمولاً برای پلاستیک بادی اکستروژن استفاده می شود. نوع سوم، پلاستیک بادی با ضربه کششی، اساساً اصلاحی از دو نوع اصلی است که برای ایجاد پلاستیک های دو محوره استفاده می شود. این فرآیندها مزایا و معایب خود را دارند که هدف آنها ارائه یک محصول خاص است.
دستگاه های پلاستیک بادی برای تولید محصولات در ابعاد مختلف موجود می باشد برای مثال دستگاه پلاستیک بادی 1 لیتری ، دستگاه پلاستیک بادی 4 لیتری ، دستگاه پلاستیک بادی 10 لیتری ، دستگاه پلاستیک بادی 20 لیتری و بالا تر.
از ماشین پلاستیک بادی می توان برای تولید اواع محصولات استفاده کرد به طور مثال دستگاه تزریق پلاستیک بادی تولید دبه ، دستگاه تزریق پلاستیک بادی تولید بطری ، دستگاه تزریق پلاستیک تولید گالن و …
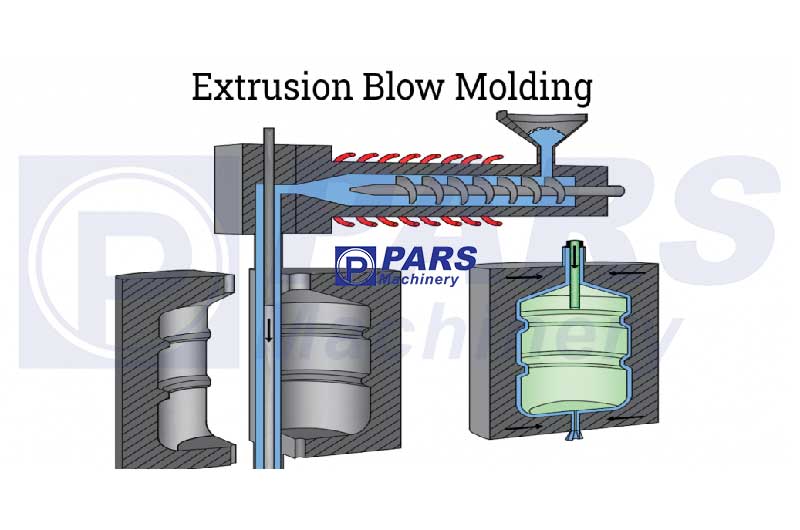
ماشین پلاستیک بادی اکستروژن
بهترین دستگاه پلاستیک بادی شامل اکستروژن یک پاریزون با طول از پیش تعیین شده است که توسط یک قالب در انتهای آن نگه داشته می شود. پاریزون در یک سر آب بندی می شود در حالی که انتهای دیگر به منبع هوا متصل می شود. هوای فشرده وارد می شود که باعث باد شدن پاریزون می شود. قالب ها معمولاً سرد هستند که پلاستیک مذاب باد شده را هنگام برخورد با سطح قالب خنک می کند. هنگامی که ابعاد محصول ثابت شد، قالب باز می شود تا محصول خارج شود.
دو نوع اصلی پلاستیک بادی اکستروژن وجود دارد که با روش اکسترود کردن پلاستیک برای ایجاد پاریزون طبقه بندی می شوند. قالب گیری مداوم و متناوب هستند.
بهترین دستگاه پلاستیک بادی اکستروژن پیوسته
در این روش پاریزون به طور مداوم از دستگاه اکستروژن اکسترود می شود. همگن سازی پلیمری به طور مداوم انجام می شود. هنگامی که پاریزون اکسترود شد، سپس توسط نیمه های قالب بسته به طول بریده می شود. این نیمه های قالب را می توان با توجه به نحوه نصب و حرکت قالب در انواع مختلف پیکربندی کرد. یکی از پیکربندیها، نوع پرس شاتل است که میتواند یک یا چند پاریزون را به صورت افقی در کنار یکدیگر نگه دارد. پرس شاتل نسبت به سایر پیکربندی ها ارزان تر است اما توان عملیاتی کمتری دارد.
نوع دیگر دستگاه پلاستیک بادی روتاری یا چرخشی است که می تواند افقی یا عمودی باشد. در این نوع، چندین قالب در حاشیه یک چرخ دوار قرار دارند. بخشهای مختلف چرخ دوار مربوط به فرآیندهای پلاستیک بادی در بستن، برش، باد کردن، خنککردن و بیرون انداختن محصول است. قالب ها در حول محور چرخ به طور مداوم مورد استفاده قرار می گیرند. دستگاه پلاستیک بادی روتاری یا چرخشی برای تولید با حجم بالا مناسب است.
بهترین دستگاه پلاستیک بادی پیوسته برای تولید قطعات پلاستیکی با اندازه کوچک تا متوسط که نیاز به سرمایه گذاری کمتر و عملیات پیچیده کمتری دارند، مناسب است. اما برای تولید محصولات بزرگتر باید از پلاستیک با ویسکوزیته مناسب و قدرت مذاب خوب استفاده کرد. این کار برای جلوگیری از هرگونه افتادگی است که می تواند بر کیفیت محصول تأثیر بگذارد. پلاستیک بادی پیوسته برای قالب گیری بادی پلاستیک های حساس به حرارت مانند PVC نیز استفاده می شود. این به دلیل زمانهای چرخه کوتاهتر است که تخریب یا پخت ناخواسته پلیمر را محدود میکند.
بهترین دستگاه پلاستیک بادی متناوب
در فرایند پلاستیک بادی متناوب، فرآیند اکستروژن زمانی شروع می شود که جرم مذاب کافی در داخل سر اکسترودر یا آکومولاتور وجود داشته باشد. همگن سازی به صورت متناوب در داخل بشکه اکستروژن انجام می شود. در انتهای بشکه، دسته نگه داشته می شود تا حجم کافی جمع شود و دسته قبلی تمام شود. انواع مختلفی از ماشین های پلاستیک بادی برای اکسترود کردن پاریزون موجود است. محبوب ترین آنها پیچ های رفت و برگشتی و ماشین های سر باتری هستند. نوع پیچ رفت و برگشتی با جمع شدن مذاب در سر اکسترودر، پیچ را جمع می کند. هنگامی که دسته آماده می شود، پیچ به صورت طولی حرکت می کند که جرم مذاب را فشرده و اکسترود می کند و یک پاریزون ایجاد می کند. از طرف دیگر، نوع هد آکومولاتور با جمع آوری جرم مذاب در داخل سر انباشته کار می کند. پس از آماده شدن دسته و قالب، یک رم مذاب را فشار می دهد تا پاریزون تشکیل شود.
دستگاه پلاستیک بادی متناوب برای تولید محصولات بزرگ کاربرد دارد. مزیت اصلی از نرخ مستقل انباشت و اکستروژن ناشی می شود. بنابراین، محصولات ساخته شده از پاریزون های بزرگ را می توان حتی با پلاستیک هایی که قدرت ذوب پایینی دارند نیز به دست آورد.
دستگاه پلاستیک بادی اکستروژن میتواند محصول پیچیدهتری با لایههای متعدد با استفاده از فناوری کواکستروژن ایجاد کند. پلاستیک بادی کواکستروژن شامل اکستروژن مستقل پلاستیکهایی با خواص مختلف است. مذاب پلاستیک چندلایه در یک سر کواکستروژن جمع آوری و آماده می شود. رم های متعدد بر روی سر کواکستروژن فشار می دهند و مذاب را از طریق یک قالب با چندین هسته قالب فشار می دهند. هنگامی که پاریزون چند لایه تشکیل شد، روند معمول قالب گیری بادی ادامه می یابد. کواکستروژن در کاربردهایی استفاده می شود که نیاز به ویژگی های محافظتی خوب دارند و در عین حال استحکام ساختاری و هزینه کم را فراهم می کنند. نمونههایی از اینها بطریهای نوشیدنیها و روغنهای گازدار، ظروف مواد شیمیایی و مخازن سوخت هستند.
دستگاه تزریق پلاستیک بادی
این فرآیند قالب گیری تزریقی را در تشکیل پریفرم با پلاستیک بادی ترکیب می کند. فرآیند تزریق پلاستیک با ذوب و همگن سازی پلاستیک آغاز می شود. این عملیات در یک پلاستیفایر و اکسترودر پیچ که معمولاً یک پیچ رفت و برگشتی است انجام می شود. این فرایند با اصول مشابه با فرآیند اکستروژن متناوب عمل می کند. تفاوت اصلی آن استفاده از قالب پریفرم با میله فلزی محصور در مرکز است. نصب معمولی این میله های فلزی یک میز دوار با سه بخش است که هر کدام مربوط به مرحله ای از چرخه پلاستیک بادی است.

مرحله اول تزریق پلاستیک مذاب است. هنگامی که دسته کامل شد، به یک قالب پریفرم حاوی میله فلزی تزریق می شود. قالب پریفرم از دو قالب تشکیل شده است. یکی ثابت و دیگری متحرک است. پس از تزریق، دمای پلاستیک کاهش می یابد تا زمانی که ویسکوزیته کافی برای حفظ شکل آن به دست آید. مرحله دوم شامل انتقال پریفرم به مجموعه دیگری از قالب ها است که حاوی مشخصات محصول نهایی است. سپس پریفرم ها باد می شوند تا شکل بگیرند. پس از به دست آوردن ابعاد قالب، پلاستیک برای بیرون راندن سرد می شود. آخرین مرحله، مرحله جهش است که در آن قالب باز می شود تا محصول آزاد شود.
برخی از دستگاه های تزریق پلاستیک بادی می توانند فازهای اضافی داشته باشند. فازهای اضافی برای چرخه های گرمایش یا سرمایش اضافی، تهویه پیش فرم، پوشش و سایر فرآیندهای ثانویه استفاده می شود.
خرید و فروش دستگاه پلاستیک بادی
با توجه به پیشرفت روز افزون صنعت پلاستیک بادی تولید و خرید و فروش انواع دستگاه های پلاستیک بادی و تزریق پلاستیک بادی رونق فراوانی داشته است و هر روزه شاهد پیشرفت چشمگیر این صنعت هستیم.
شرکت دانش بنیان ماشین های پلاستیک بادی پارس اولین و تنها شرکت دانش بنیان در زمینه تولید و ساخت بهترین دستگاه پلاستیک بادی و تزریق پلاستیک می باشد.
این شرکت همچنین در زمینه واردات و خرید و فروش انواع دستگاه پلاستیک بادی به طور بین المللی فعالیت می کند.
قیمت دستگاه تزریق پلاستیک بادی
با توجه به تنوع فراوان دستگاه های تزریقی بادی و انواع مختلف این دستگاه ها که ویژگی های مختلفی نیز می توانند داشته باشند قیمت دستگاه پلاستیک بادی بازه ی بسیار گسترده ای دارد.
به طور مثال دستگاه تزریقی بادی 20 لیتری و بالاتر با دستگاه تزریقی بادی 1 لیتری تفاوت قیمت دارد.
از مهمترین ویژگی های تاثیر گذار در قیمت دستگاه پلاستیک بادی می توان به ابعاد محصولاتی که می تواند تولید کند، تمام اتوماتیک بودن یا نبودن، تک استیشن یا دو استیشن بودن، دارای پرت کن اتوماتیک بودن یا نبودن، و توانایی تولید محصولات چند لایه اشاره کرد.
مواد اولیه پلاستیک بادی
طیف گسترده ای از مواد خام وجود دارد که می توان از آنها در بهترین دستگاه پلاستیک بادی استفاده کرد. مواد پلاستیک بادی معمولاً ترموپلاستیک هایی هستند که به راحتی در اثر حرارت تجزیه نمی شوند. پلاستیک بادی به طور گسترده در ساخت بطری های پلاستیکی استفاده می شود، به همین دلیل است که اکثر مواد اولیه دارای خواص مناسب برای چنین کاربردهایی هستند. در حال حاضر، قالب گیری بادی در صنایع حمل و نقل، ساخت و ساز و کالاهای مصرفی در حال افزایش است. این امر باعث میشود که پلاستیکهای مهندسی مانند پلیآمیدها و پلیکربناتها نیز برای قالبگیری دمیده شوند.
پلی اتیلن (PE): پلی اتیلن پرمصرف ترین ماده در دستگاه پلاستیک بادی است. پلی اتیلن دارای بسیاری از ویژگی های مطلوب مانند فرآیند پذیری آسان، چقرمگی و انعطاف پذیری است که حتی در دماهای پایین نیز حفظ می شود، بدون بو و سم، شفافیت عالی، خواص مانع آب خوب، خواص عایق الکتریکی خوب و هزینه کم. دو نوع اصلی دارد: پلی اتیلن با چگالی بالا (HDPE) و پلی اتیلن با چگالی کم (LDPE).
پلی اتیلن با چگالی بالا (HDPE): در بین انواع پلی اتیلن، HDPE ماده اولیه غالب از نظر سهم بازار است. ساختار مولکولی آن خطی با انشعاب کمی است که منجر به نیروهای بین مولکولی بالاتر می شود. این به HDPE استحکام ویژه بالایی می دهد.

پلی اتیلن با چگالی کم (LDPE): LDPE دارای یک زنجیره پلیمری منشعب است که نیروهای بین مولکولی ضعیفی دارد. این باعث کاهش مقاومت کششی و خواص مانع می شود. با این وجود، مقاومت ضربه ای و انعطاف پذیری بهتری نسبت به HDPE دارد.
پلی اتیلن ترفتالات (PET): PET، به طور خاص PET به دلیل نفوذپذیری کم خود در برابر دی اکسید کربن شناخته شده است. این خاصیت ماده را برای تولید بطری های نوشابه های گازدار مطلوب می کند. اما نقطه ضعف استفاده از PET میل آن به آب است. تمایل به جذب آب دارد که پردازش را دشوار می کند زیرا رزین باید قبل از ورود به دستگاه اکستروژن خشک شود.
پلی پروپیلن (PP): پلی پروپیلن پلیمری است که می تواند دارای طیف وسیعی از خواص باشد که به وزن مولکولی، مورفولوژی، ساختار کریستالی، مواد افزودنی و کوپلیمریزاسیون آن بستگی دارد. می توان آن را به پلیمرهایی با درجه بلورینگی بالا تبدیل کرد. بنابراین، استحکام کششی و سختی بالاتری در مقایسه با HDPE دارد. علاوه بر این، آنها می توانند دمای بالاتر را بدون از دست دادن استحکام یا تخریب تحمل کنند. معایب استفاده از PP حساسیت آن به تخریب و اکسیداسیون UV است.
پلی وینیل کلراید (PVC): پلی وینیل کلراید یکی دیگر از مواد همه کاره است که می تواند با تثبیت کننده ها، نرم کننده ها، اصلاح کننده های ضربه و سایر افزودنی ها فرموله شود. می توان آن را با تغییر مقدار نرم کننده ها به پلاستیک های سفت یا انعطاف پذیر تبدیل کرد. علاوه بر این، شفافیت بهتری نسبت به سایر پلاستیک های همه کاره مانند PP ارائه می دهند. با این حال، PVC ها می توانند آلاینده ها، اسیدها و سموم مضر را در طول پردازش یا تخریب آزاد کنند. ترکیبات ترکیبی آن در حال حاضر توسط FDA، EPA و سایر سازمان ها تنظیم می شود.
نایلون یا پلی آمید (PA): پلی آمید به عنوان یک پلاستیک مهندسی در نظر گرفته می شود که با چقرمگی بالا، استحکام ضربه بالا، مقاومت در برابر حلال ها، مقاومت در برابر سایش خوب، مشخص می شود و می توان آن را به گونه ای تغییر داد که مقاومت حرارتی بالایی داشته باشد. تولید PA بیشتر به سمت تولید الیاف می رود. تنها حدود 10 درصد از حجم تولید PA در فرآیندهای شکل دهی پلاستیک استفاده می شود. کاربردهای متداول PA قالب گیری بادی قطعات خودرو و مخازن سوخت است.
پلی کربنات (PC): پلی کربنات به راحتی با روش های قالب گیری مختلف پردازش می شود که قالب گیری تزریقی و اکستروژن ورق رایج ترین آنهاست. در قالب گیری بادی، کاربرد معمول آن تولید بطری است. پلی کربنات ها به دلیل استحکام ضربه ای بالا، مقاومت در برابر حرارت، عایق الکتریکی خوب، شفافیت، خواص مانع آب خوب و خواص ذاتی بازدارنده شعله شناخته شده اند.
کوپلی استر: کوپلی استرها دارای پایداری اکسیداسیون حرارتی بسیار بالا، مقاومت ذاتی در برابر شعله، بی اثری شیمیایی، شفافیت عالی و خواص مکانیکی خوب هستند. می توان آن را در ظروف جدار نازک با سرعت بالا قالب ریزی کرد. علاوه بر این، دارای خاصیت روان کنندگی ذاتی و نچسب بودن آن است که آن را برای قالب گیری مناسب می کند.
کوپلیمر الفین حلقوی (COC): COC خانواده ای از رزین های پلیمری کاملاً آمورف است که به دلیل خواص قابل مقایسه با PVC بدون اثرات منفی مورد نظر است. به دلیل نفوذپذیری کم بخار آب، برای بسته بندی مواد غذایی، بطری های دارو و تولید ویال ها مناسب است. خواص COC را می توان با ایجاد مخلوط های خاصی از پلی اولفین ها تغییر داد. برخی از خواصی که می توان آن را تغییر داد، کشش، شفافیت، سرعت انتقال بخار و ضریب اصطکاک آن است.
آکریلونیتریل بوتادین استایرن (ABS): ABS یک پلاستیک معمولی است که با داشتن سختی و استحکام خوب و درجاتی از چقرمگی مشخص می شود. هنگام قالب گیری دمشی، می توانند سطح بسیار خوبی داشته باشند که آنها را برای تولید کالاهای مصرفی مناسب می کند. پوشش های محافظ معمولاً به دلیل مقاومت ضعیف در برابر اشعه ماوراء بنفش و فقط مقاومت کافی در برابر اکثر اسیدها و قلیاها اعمال می شوند.
نتیجه گیری
پلاستیک بادی نوعی فرآیند شکل دهی پلاستیک برای ایجاد محصولات پلاستیکی توخالی ساخته شده از مواد ترموپلاستیک است. این فرآیند شامل گرم کردن و باد کردن یک لوله پلاستیکی معروف به پاریزون یا پریفرم است.
پلاستیک بادی از فرآیند باستانی دمیدن شیشه نشات گرفته است. هم شیشه و هم پلاستیک در حالت مذاب می توانند به راحتی با وارد کردن مقدار کمی هوا در داخل مواد مذاب تشکیل شوند.
پلاستیک بادی یک فرآیند نسبتاً ساده است که شامل ذوب، همگن کردن، اکسترود کردن، قالبگیری (دمیدن)، خنکسازی و بیرون ریختن میشود.
دو نوع اصلی بهترین دستگاه پلاستیک بادی وجود دارد:دستگاه پلاستیک بادی اکستروژن یا و دستگاه تزریق پلاستیک بادی. این دستگاه ها بر اساس روش تولید پریفرم یا پاریزون متفاوت هستند.
شرکت دانش بنیان پارس سازنده و وارد کننده انواع دستگاه تزریق پلاستیک بادی و دستگاه پلاستیک بادی اکستروژن می باشد.
برای مشاهده ویدیوهای نحوه عملکرد و مکانیزم انواع دستگاه پلاستیک بادی روی لینک زیر کلیک کنید:
مشاهده ویدیوی نحوه کار دستگاه پلاستیک بادی
صنعتگران و مدیران محترم صنعت پلاستیک می توانند جهت اخذ مشاوره و راه اندازی خط تولید تزریق پلاستیک و پلاستیک بادی با کارشناسان ما در تماس باشند.







6 پاسخ
سلام ممنون از مطالب مفیدتون
سپاس از شما
سلام یک دستگاه تزریقی بادی 4 لیتری قیمت چنده؟
درود بر شما، لطفا برای اخذ مشاوره و استعلام قیمت به شماره 09001578367 از طریق واتساپ پیام دهید با سپاس
سلام دستگاه های بادی ساخت خودتونه؟
درود، بله شرکت دانش بنیان ماشین های پلاستیک بادی پارس اولین سازنده دستگاه های پلاستیک بادی تمام ایرانی با بهترین کیفیت می باشد.